Случайные темы:
 Система отопления частного дома Механизм открывания крышки люка Отечественная Радиотехника Светодиодная тема Особенности эксплуатации вентиляционных систем Освещение участка Эффективность, инженерных систем Фильтрация теплоносителя в системе кондиционирования
Система отопления частного дома Механизм открывания крышки люка Отечественная Радиотехника Светодиодная тема Особенности эксплуатации вентиляционных систем Освещение участка Эффективность, инженерных систем Фильтрация теплоносителя в системе кондиционированияНекоторые задачи:
Повышение конкурентоспособности машиностроительных предприятий, путем построения высокоэффективного производства. Энерго- эффективность, инженерных систем зданий и сооружений.Ссылки
Университетский сайт Телекоммуникационные спутники Моделист-конструктор
(архив 1962г.-2008г.) Рускоязычный сайт г.к. ADEMПовышение конкурентоспособности машиностроительных предприятий, путем построения высокоэффективного производства
Очевидным способом решения представленной задачи является внедрение на предприятия современной СИСТЕМЫ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ, основные стадии которой представлены в данном разделе.
Управление инженерными данными.
• Проектирование и внедрение PDM на основе стандартов ЕСКД и ЕСТД и учетом требований международных стандартов ISO 9000 по СМК.
• Организация электронного архива конструкторской и технологической документации предприятия.
Конструкторская подготовка производства.
Конструкторская подготовка производства - совокупность взаимосвязанных процессов по созданию новых или совершенствованию действующих конструкций изделий согласно требованиям заказчика-потребителя.
Выполняется конструкторская подготовка с соблюдением требований ЕСКД (единой системы конструкторской документации); объем ее зависит от вида изделия, его сложности, прогнозного объема продаж, сроков выпуска, длительности ЖЦТ (жизненного цикла товара) и других факторов. Рассмотрим приведенные выше стадий на примере конструкторской подготовки производства лифтовой лебедки.
Конструкторская разработка изделия. В нашем случае конструкторскую разработку нужно разбить на два этапа, разработка эскизного проекта и разработка технического проекта.
Эскизный проект состоит из графической части (чертежей), раскрывающих конструкторские решения с указанием параметров, габаритных размеров, дающие общее представление о новом изделии, и проектировочных расчетов основных параметров изделия с описанием принципов его работы и эксплуатационных особенностей. Исходные данные, назначение изделия (продукции), его технические характеристики, показатели качества задаются в техническом задании. Для лифтовой лебедки исходными данными являются, грузоподъёмность лебедки, скорость движения кабины, меж-канатное расстояние и т. д. На основании выполненного эскизного проекта разрабатывается технический проект.
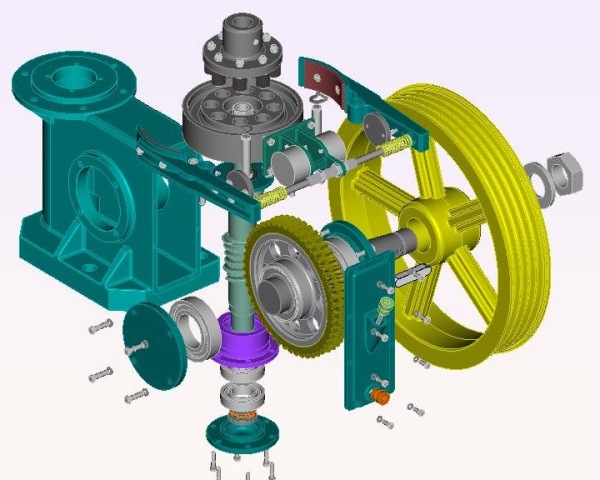 |
Технический проект, так же, состоит из графической части и пояснительной записки, содержащих окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия и его отдельных узлов. Разработка проекта осуществляется на основе внедренной системы, автоматизированной сквозной конструкторско-технологической подготовки ADEM. На рисунке 1 приведена внутренняя компоновка лифтовой лебедки выполненная в Adem Assembly. |
В конструкции лебедки применяются стандартные сборочные единицы и детали, данные изделия выбираются из библиотеки системы на их основе и создаются 3-D модели стандартных изделий необходимых для осуществления сборки.
 |
На стадии выполнения сборки выявляются ошибки в проектировании отдельных деталей и узлов например пересечения деталей или разрывы размерных цепей, для визуального контроля качества сборки (см. рис 2) возможно погасить любую деталь либо сборочную единицу на дереве сборки. Также на этапе технического проектирования производятся инженерные расчеты на прочность, жесткость, устойчивость и т. д. Изучается максимально возможный уровень унификации и применения стандартных сборочных единиц и деталей, проводятся работы по повышению технологичности конструкции. |
Подготовка документации в соответствии с ЕСКД. Единая система конструкторской документации (ЕСКД) устанавливает основные требования:
• В рабочем проекте содержатся рабочие чертежи на каждую деталь изделия (деталировка) с указанием марки материала, массы детали и других конструктивных данных.
• Рабочий проект сопровождается спецификацией, определяющей состав сборочной единицы, узла или комплекта и необходимых для комплектования конструкторских документов и планирования запуска в производство указанных изделий.
Технологическая подготовка производства.
Основной задачей технологической подготовки производства является обеспечение высокого качества изготавливаемой продукции и создание условий для соблюдения принципов рациональной организации производственных процессов, улучшения использования оборудования и производственных площадей, роста производительности труда, снижения расхода материалов и энергоресурсов. Рассмотрим предлагаемые стадий технологической подготовки направленные на решения основных задач производства.
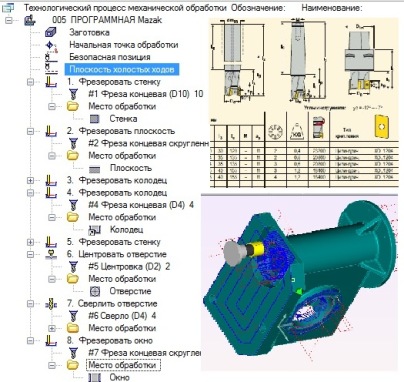
Разработка технологического процесса. проводится, с учетом имеющегося на предприятии станочного парка и технологической оснастки. Технологический процесс разрабатывается в CAM модуле автоматизированной системы сквозной конструкторско-технологической подготовки производства, за счет глубокой интеграции конструкторской и технологической частей данной системы на одном рабочем месте производится полный цикл: моделирование изделия, технологическая проработка, конструирование оснастки и программирование станков с ЧПУ.
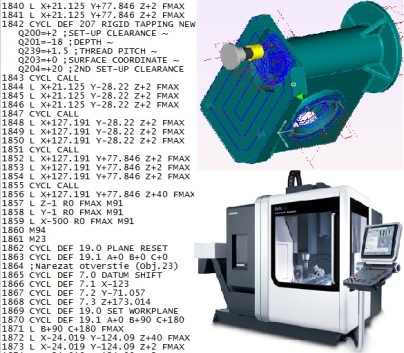
Создание программ обработки для станков ЧПУ или управляющих программ (УП), также осуществляется с использованием CAM модуля автоматизированной системы. УП формируется на основании маршрута обработки, являющегося частью техпроцесса представляемого в виде дерева, у которого можно выделить четыре базовых уровня: общие данные, набор операций, набор технологических переходов и оснастка.
Разработка и отладка постпроцессоров, модулей, преобразующий файл траектории движения инструмента и технологических команд, рассчитанный процессором CAD/CAM-системы, в файл управляющей программы. Как можно понять из краткого определения постпроцессор необходимое звено в создании УП, постпроцессор разрабатывается для каждого станка индивидуально на базе существующего от однотипного станка или с нуля отладка постпроцессора осуществляется непосредственно у станка.
Подготовка документации в соответствии с ЕСТД. Формирование технологической документации, осуществляется в CAM/CAPP модуле автоматизированной системы. Настройка CAPP модуля предварительно производится в соответствии с основными требованиями единой системы технологической документации (ЕСТД) установленными на предприятии, затем производится формирование технологической документации.
Планирование производства.
• Автоматизация процесса планирования производства от объемно-календарного до оперативного посменного, калькуляции нормативной себестоимости.
Оперативный учет в производстве.
• Автоматизация оперативного учета в производстве, в том числе с использованием штрих-кодирования и систем беспроводного доступа.
Управление запасами.
• Автоматизация складов материалов, СГД, готовой продукции. Интеграция складского учета с системами производственного планирования и бухгалтерским учетом.
Управление финансами.
• Построение модели финансового учета.
• Организация системы бюджетирования.
• Автоматизация процессов управления финансами.
• Интеграция систем управления финансами с системами производственного и бухгалтерского учета.
Управление качеством.
• Построение системы менеджмента качеством.
• Автоматизация процессов формирования СМК.
Калькуляция фактической себестоимости.
• Автоматизация производственного и бухгалтерского учета.
2011-11-10
Возврат  На главную
На главную